
















































































| Меню |
Продукция / Mario Cotta / Продольная резка полотна / Ширильно-распрямляющие валыЕсли в процессе производства требуется устранить складки и морщины обрабатываемого материала и предотвратить переплетение разрезанных полос, то в данном случае подойдут расправляющие валики. Данные банановалы широко используются в текстильной, бумажной промышленности, а также при производстве пластмасс.
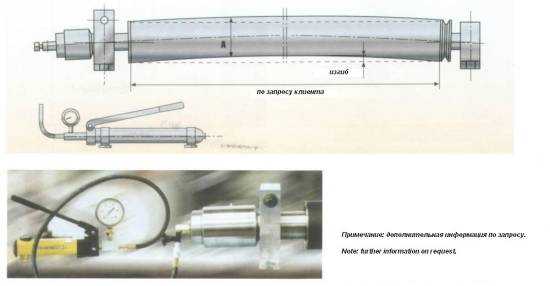
Оба вида ширильно-распрямляющих валов конструктивно могут быть исполнены с постоянным или регулируемым изгибом. 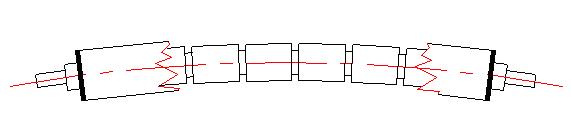
При движении по параллельным валам материал перемещают по направлению под прямым углом относительно оси валика. Однако, когда появляется необходимость его повернуть под неким углом (например, поставить параллельно относительно оси модуля для продольной резки), бумагу также нужно будет перемещать перпендикулярно новой оси и сместить с прежнего курса. Если вместо параллельного вала установить банановал, мы увидим, что бумага двигается четко по середине (где вал имеет выпуклость) и постепенно адаптируется к своим новым осям, которые создает банановал, производя на бумагу расширяющее воздействие, начинающееся от центра по направлению к краям. Это воздействие предотвращает возможное появление складок и изгибов по всей ширине. 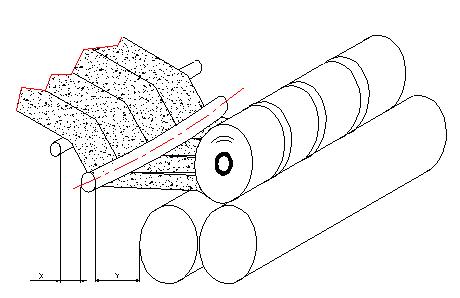
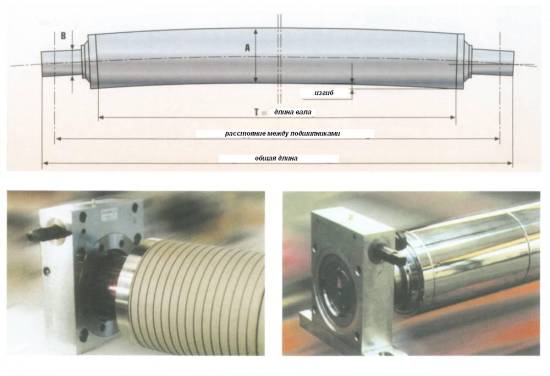
На банановале происходит растягивание полотна. После прохода рулона упругие силы вновь стягивают материал, таким образом, для того, чтобы достичь хорошего растяжения материала и хороших результатов резки и перемотки важно, чтобы расстояние между ширильно-распрямляющим валом и параллельными валами было минимальным. Чтобы выбрать, какой именно банановал нужно установить, важно учесть все влияющие на его работу факторы, а именно:
Довольно сложно с хорошей точностью учесть и рассчитать приведенные выше параметры. В данном случае очень важен опыт техников в обращении с подобными машинами. Важно учесть значения параметров искривленных осей, так как если входной вал имеет значения больше чем 1,61 - 1,81, растяжение материала станет слишком большим и, действуя совместно с силой упругости материала, может привести к тому, что полоса будет растягиваться во всех направлениях. Значения в 6-8% по толщине перед сворачиванием позволяют получить из полоски хорошо смотанный рулон.
  |
+7 (495) 646-17-85;
e-mail: komplteh@gmail.com
+7 (383) 348-71-73;
+7 (383) 348-72-88
Факс: +7 (383) 308-72-27
e-mail: komteh@siberian.ru
+7 (812) 490-76-32
Нижний Новгород:
+7 (831) 212-36-75
e-mail: komplteh@gmail.com
+7(863) 303-20-45
Екатеринбург:
+7 (343)237-24-36
e-mail: komplteh@gmail.com
+7(843) 210-09-27
e-mail:
komplteh@gmail.com